板框壓濾機壓榨壓力一般多少.壓濾機壓濾期間的壓力以控制在0.149~0.159MPa為宜, 板框壓濾機的使用不能大于0.18MPa, 避免壓力過大對板框壓濾機濾板、機架等形成損壞以及對入料泵無謂的磨損。板框壓濾機經過閘閥節(jié)流調理壓力, 板框壓濾機可以經過入料泵電機的變頻調速裝置完成泵揚程的合理調整。
(1)板框壓濾機確保合理水平的入料濃度。
(2)堅持合理的入料壓力。入料壓力是壓濾過程的要推動力, 入料壓力越大, 壓濾速度就越快, 板框壓濾機在過高的入料壓力容易形成設備的磨損; 板框壓濾機的入料前期, 濾室中還沒有被截留滿足的物料, 入料期間以及壓濾前期要堅持低壓大流量, 壓力控制在0.11~0.12MPa, 形成板框壓濾機跑料, 給后續(xù)的壓濾、成餅以及卸餅帶來晦氣的影響。
(3)確保合理的入料粒度。進行處理系統(tǒng)大多選用板框壓濾機收回煤泥, 完成洗水閉路, 選用別的設備配合板框壓濾機聯(lián)合工作,完成煤泥收回和洗水閉路。
板框壓濾機入料礦漿的粒度構成基本是不可控的, 技術規(guī)劃則具有必定的靈活性, 能夠將有些濃縮機底流合理分流進煤泥離心機, 收回粗物料, 板框壓濾機入料, 這既能改進壓濾機入料的粒度構成, 又能夠改進板框壓濾機工作狀況。

板框壓濾機工作現(xiàn)場

板框壓濾機工作現(xiàn)場

板框壓濾機發(fā)貨

板框壓濾機泥餅處理效果
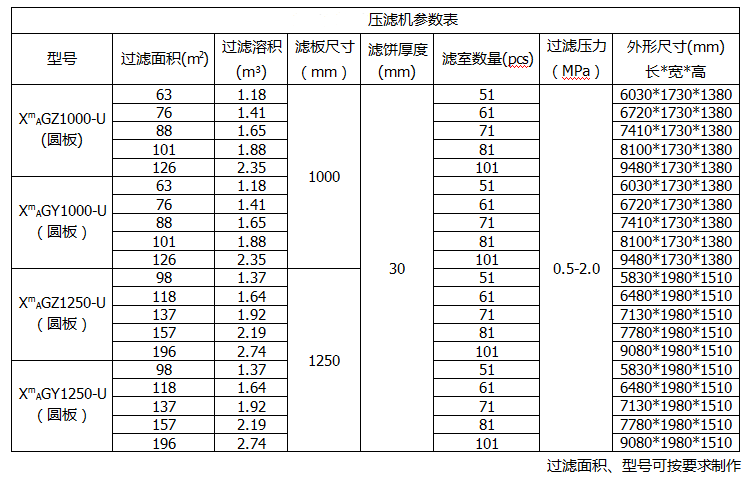
板框壓濾機參數


